March/April 2014 | Volume 33, No. 2

Historically, liquid filter media used in filter presses, drum and rotary vacuum filters, leaf, belt and similar designs has been dominated by woven fabrics. Dating well back before the advent of synthetic fibers, woven cotton, wool and even silk fabrics were used in a wide range of liquid filtration processes, from simple straining to more effective high efficiency separation.
With the development of the first synthetic fiber in the late 1930s, liquid filtration applications and filter designs were aided and influenced by the availability of spun, multi-filament and mono-filament fiber types, which could be applied to different products and processes to enhance efficiency, improve flow or facilitate filter cake discharge. Coupled with the new fiber types was an explosion of synthetic polymers with generic names like nylon, polyester, modacrylic, polypropylene and polyethylene, among others. These new synthetic fibers provided a wide range of chemical resistance, could be used at high temperatures and in more severe environments than the organic fibers. Synthetic fibers and myriad fabric constructions supported and, in some ways, allowed the expansion of the liquid filtration equipment industry.
While the woven fabric-supported liquid filtration industry was developing and growing, the dry filtration or dust collection operated on a parallel growth track but with different filter media. Early dust collectors used woven fabrics in shaker or reverse air collectors and wool felts in traveling ring, blow back design Hershey type collectors. With the development of the pulse jet collector, needled felts ÔÇö using a wide range of synthetic fibers ÔÇö became the growth filter media for the dry side.
However, the U.S. dust collection industry, focused more on pollution control than process filtration, developed with a strong emphasis on commodities and low price, and less on performance. In contrast, the U.S. liquid filtration industry was more oriented toward process filtration than pollution and media quality and performance was essential. To complete the comparison, the tracks of dust collection and liquid process filtration moved farther and farther apart, one moving toward reducing media cost, quality and performance, the other toward improved media designs, higher quality, more complicated fabrics, increased quality control and optimum performance. At this point, dust collection felt had minimal, if any, potential applicability in liquid filtration.
In Europe, however, design, development and production of high quality dust collection felts was not only preserved but grew impressively. As environmental laws tightened, new fibers were developed and large, longer bags were part of new dust collector systems. Here, felts were scrim supported, microfibers were introduced and efficiency requirements created a need for durable, uniform, strong needled felts, again on a track diverging far from the path taken by U.S. needlefelters and bag suppliers. These high quality dust collection felts would become the platform from which new lines of felts for liquid filtration would spring.
Beginning in the early 1980s, specially designed European-based felts were introduced to the U.S., primarily to replace traditional woven fabrics on rotary drums, rotary vacuum drums, filter presses of all designs (vertical and horizontal), pressure leaf filters, disc (sector) filters and belt and horizontal filters. Of the four basic types of liquid filters (gravity, shear, pressure and vacuum), needled felts had the most successes and biggest opportunity in the last two, pressure and vacuum.
Although woven fabrics had served the liquid filtration market well, the needled felt concept offered a number of potential advantages, which were realized early in the process of replacing traditional woven fabrics. In addition, two of the historical fears regarding the use of felts – cake release and premature blinding or plugging – turned out to be unfounded.
While the problem of blinding or premature plugging of the media did exist before the introduction of fine and microdenier fibers, today’s high tech felts are produced with these smaller fibers using manufacturing techniques, which are able to layer the fibers and produce near membrane-like separation efficiencies. Blinding is minimized and slowed by the ability of the felt to surface load and build a filter cake while not allowing solids to penetrate the depth of the media and blind it.
One of the first observed advantages of felts was greater durability. The linear design of woven fabrics made them subject to flex wear. The problem typically occurred in filtration equipment where the woven material was repeatedly bent or flexed over a sharply defined edge, whether metal or plastic, such as in a typical recessed chamber plate.
Needled felts, on the other hand, are essentially densely compacted mats of randomly distributed fibers, with no linear direction. The random fiber distribution cushions and deflects the wear caused by repeated flexing and reduces physical failures typically observed when using woven fabrics. Greater durability led to longer media life, which in turn allowed felts to provide lower long term operating cost (lower change out costs coupled with longer media life).
Less obvious to the eye, a second advantage provided by felts is greater “open area” as compared to woven. Open area is defined as the unblocked part of a filter medium or the part that allows air and liquid flow through the medium. Typical woven fabrics have an open area of 30 – 35% of the total media area, all in the interstices of the warp and filling yarns. Felt runs in the 70 – 75% open area range depending on fiber blend and size, all in the voids of the felt between the fibers. This difference allows two different scenarios:
A felt with the same permeability as the woven fabric is typically more efficient and allows fewer fine solids through.
A felt with higher permeability would provide comparable efficiency with greater flow rate and/or with less resistance to that flow.
Yet another benefit from using needled felt is its ability to effectively filter quickly and reach a steady state level, or equilibrium, almost as soon as it is challenged with slurry. In filter presses, as an example, a woven fabric has to build a filter cake before a batch can be fully cycled and released to the next stage. Felts require much less pumping time and less recirculation of a batch, thereby increasing production. This, of course, will vary depending on the slurry itself, feed solids content, particle size and distribution, was well as other variables.
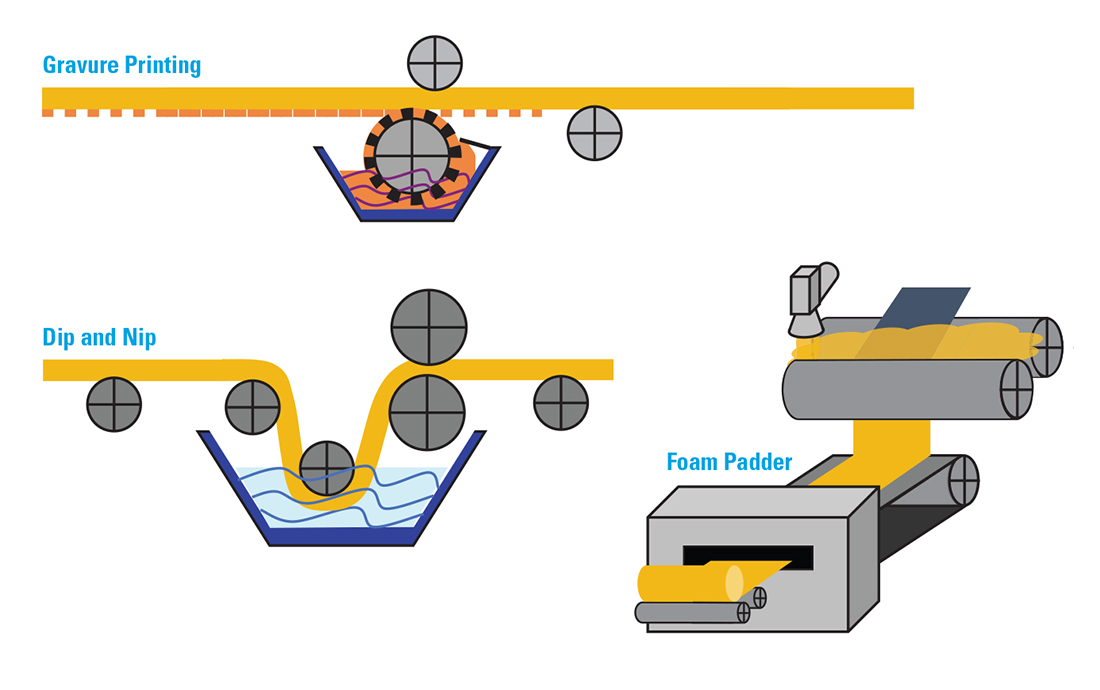
Another unique capability of felts is treatment options. The cake side surface of virtually all cleanable (not single use) liquid filtration felt is smoothed using a mechanical process known as glazing. This process softens and fuses the surface fibers to each other, creating a very smooth, fiber free surface, which facilitates good cake release. Durable chemical treatments of PTFE, fluorocarbons and sometimes urethane are used to coat the fibers and further enhance the ability of the felt to release the filter cake.
Lastly, felts have a manufacturing advantage versus woven in that a basic wet filtration grade needle felt can more easily be developed to alter efficiency, permeability, flow rate, basis weight, scrim design, finish and surface characteristic to provide a customized media for specific end-use applications. With the availability of micro- and fine-denier fibers added to existing basic felt manufacturing processes, small, specialized lots of felts, 300 to 500 linear yards, can be produced economically and efficiently. Woven fabrics generally require much larger minimum runs, which add costs, inventory and increased risk.
Typical liquid felts are made from either polyester or polypropylene fibers,├é with a basis weight of 14 to 30 oz. sq. yd/475 to 1000 gsm, and have a heavy multi-filament scrim support. Fiber blends and permeability can vary almost infinitely, from 0.5 – 100 CFM/3 – 500 l/dm2, depending on the needs of the end process and the objectives of the end user.
Because liquid process applications are more complicated than ever, involve finer and more uniform solids and are unique, the manufacturing and application of specialty felts requires experience, process knowledge and high quality felts, which match all conditions. When a quality liquid felt media is applied properly, significant improvements in filtrate solids, filter cloth life, cloth durability, processing times and long term operating costs can be achieved.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}