Around 1.3 billion gallons of waste oil are produced in the United States, with nearly 40% of it ending up being disposed of rather than being recycled.
Emerging Solutions Bring Cleaner Solution for Waste Oil Re-Refining
Every year, around 1.3 billion gallons of waste oil are produced in the United States, with nearly 40% of it ending up being disposed of rather than being recycled.
Both synthetic and mineral waste oils often contain a mixture of contaminants including carbon deposits from incomplete combustion, metal particles from engine wear corrosion, water from engine operations and storage and spent additives, originally added to enhance the oil’s properties.
Due to these hazardous components, improper waste oil disposal can pollute the air, water, and soil, degrading the environment.
Oil Re-Refining
As industries grapple with growing calls for environmental responsibility, many traditional practices are being re-evaluated in favor of more eco-friendly alternatives. Waste oil re-refining, designed to reclaim used oils and restore the base oil to a quality comparable to that of newly processed oil is one of them. Re-refining plays a role in the broader waste oil recycling process, which involves the collection, cleaning and reprocessing of various used oils including motor oils, lubricants and hydraulic fluids. Converting this waste into reusable products can minimize environmental impact, conserve natural resources and generate economic benefits since re-refining waste oil is far more resource-efficient than producing base oil from crude oil.
RE(SOLV)
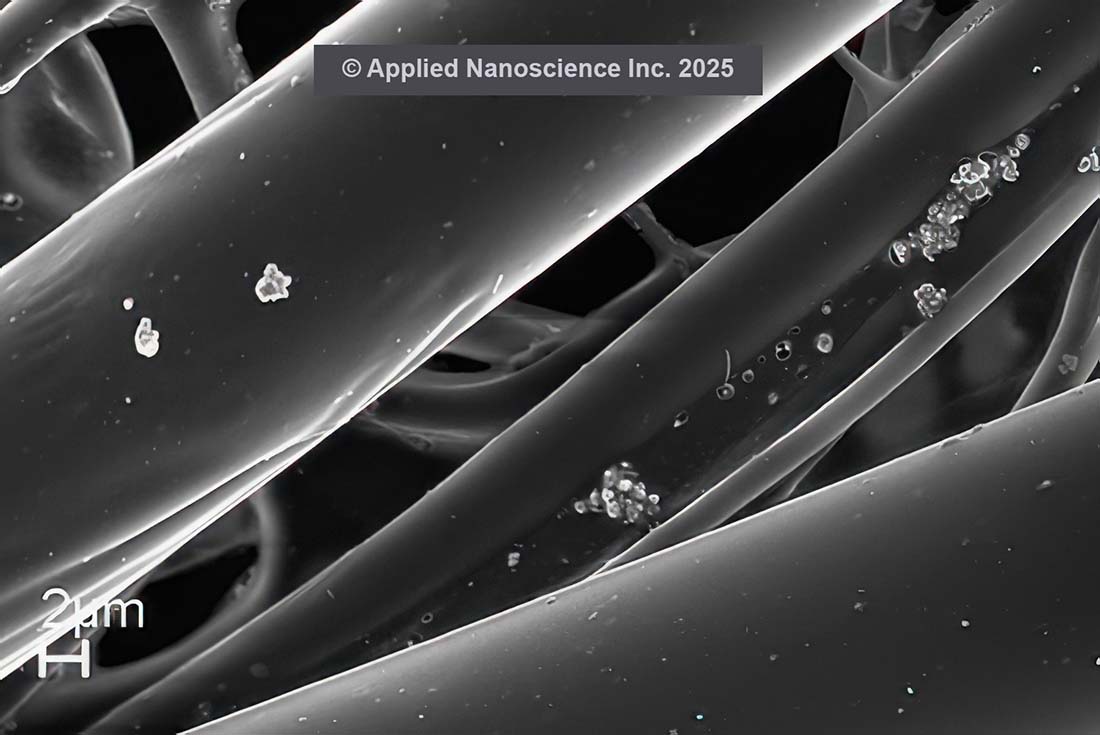
Organic solvent nanofiltration (OSN) can now bring major benefits to re-refining operations and one pioneer in this field is SepPure Technologies, a company with headquarters in Singapore and Canada which has developed the RE(SOLV) solvent separation process based on its GreenMem chemical-resistant hollow nanofiber membranes.
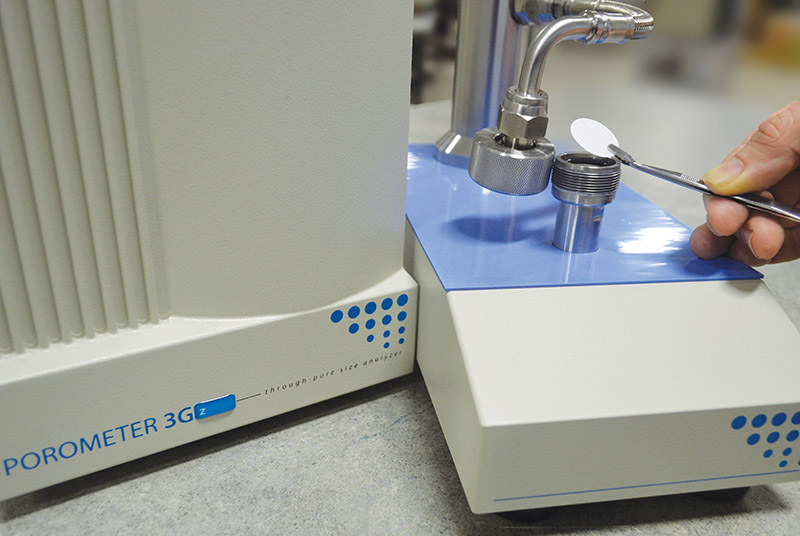
Organic Solvent Nanofiltration (OSN) membranes represent a cutting-edge filtration technology, operating at a molecular level to precisely separate molecules based on their size and charge. Photo courtesy of SepPure Technologies
“Our technology addresses the significant energy expenditure associated with industrial-scale chemical separation processes across diverse sectors, including the oil, petrochemical, semiconductor and pharmaceutical industries, which currently account for up to 15% of the world’s total energy consumption,” says the company’s founder Dr. Mohammad Farahani. “Traditionally, industrial-scale chemical separations have grappled with economic and environmental inefficiencies. Conventional methods such as distillation and evaporation rely heavily on the combustion of fossil fuel for energy, leading to increased expenses, significant greenhouse gas emissions and pollution. We are developing industrial separation technologies that reduce reliance on heat-driven methods.”
The Process
The re-refining process begins with the collection of waste oil from various sources, which include automotive engines, industrial machinery, heating systems and manufacturing processes. Proper collection is essential to ensure it can be efficiently processed and recycled.
Once collected, the waste oil undergoes pre-treatment to prepare it for more intensive processing. This stage involves several key processes including dewatering and demulsification,
Dewatering can be achieved through simple gravity separation since water, being denser, settles at the bottom and it can be drained off. Alternatively, chemical dehydration agents can be employed. Waste oil also often contains emulsified water and chemical demulsifiers are used to break the emulsion and separate the water from the oil.
Large contaminants such as dirt, metal particles and other impurities are then removed through filtration. Additionally, further demineralization techniques may be used.
The refined waste oil undergoes various methods to further purify and transform it into valuable products.
A compatible solvent is introduced to the waste oil to dissolve and remove unwanted molecules and contaminants. This process improves the purity and quality of the base oil and the solvent can be recovered and reused.
The re-refining process begins with the collection of waste oil from various sources, which include automotive engines, industrial machinery, heating systems and manufacturing processes.
The waste oil is then heated to evaporate lighter fractions, such as water and volatiles. The remaining oil is then heated in the absence of oxygen to separate it into different components based on their boiling points.
The oil is further treated with hydrogen in the presence of a catalyst. This process removes impurities such as sulfur, nitrogen and oxygen and enhances the oil’s stability, performance and compliance with industry standards.
The base oil is then mixed with proprietary additives and other components to create finished products such as engine oil, lube oil and other lubricants. This blending process ensures that the final product has the desired properties and performance characteristics.
OSN membranes, employed during the SepPure RE(SOLV) solvent-refining stage, offer several compelling advantages, including high separation efficiency, ease of scalability, a reduced footprint and superior product quality.
Molecular Sieves
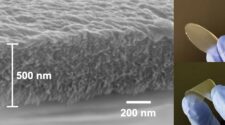
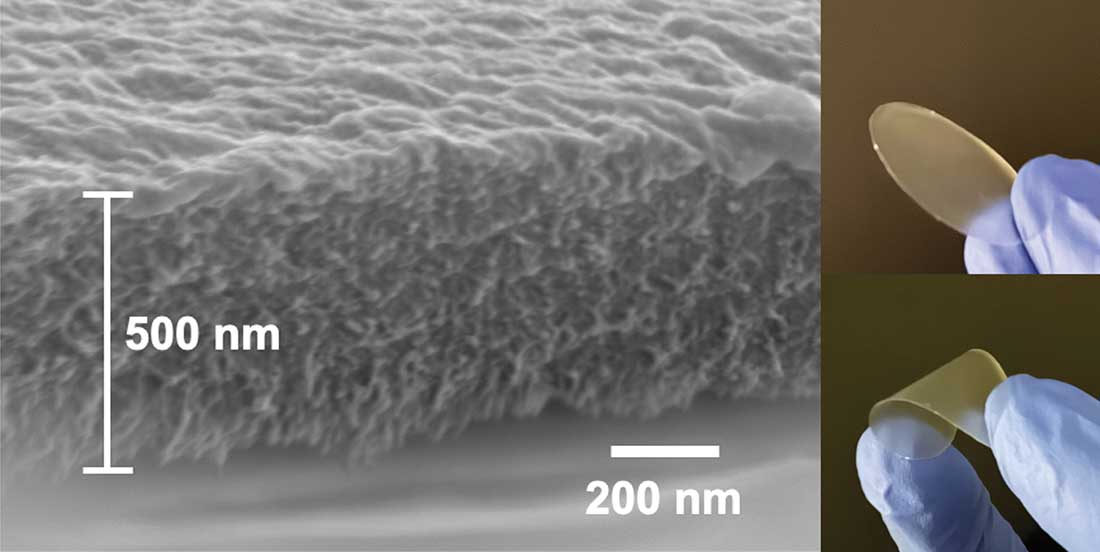
With pores finer than one nanometer in size, the GreenMem OSN membranes act as molecular sieves, allowing the base oil to pass through while retaining the solvent and other impurities. This results in a high-purity base oil product that can be blended with additives to produce new lubricants.
“Unlike traditional methods, our membranes operate using a heatless, pressure-driven process, which can reduce energy consumption by up to 90%,” says Dr. Farahani. “This leads to operational cost savings of up to 50%, making them a cost-effective solution for industries aiming to enhance their sustainability practices.”
With pores finer than one nanometer in size, the GreenMem OSN membranes act as molecular sieves, allowing the base oil to pass through while retaining the solvent and other impurities.
Once collected, the waste oil undergoes pre-treatment to prepare it for more intensive processing.
Vegetable Oils
Other key applications targeted by SepPure include the use of OSN in the production of vegetable oils and fats, which are often obtained by solvent oil extraction from seeds and nuts. Again, this requires several steps of extraction, separation and solvent removal that are generally energy and resource intensive – solvent removal through distillation alone constitutes at least 50% of the industry’s total energy consumption. Transitioning away from thermal separation processes by adopting membrane technology can significantly reduce energy consumption, emissions and procurement costs.
Pharma and Semiconductor
The separation and purification of organic solvents in pharmaceutical manufacturing is also a vital procedures. The purification of active pharmaceutical ingredients (APIs) involves distillation and chromatography.
Distillation involves boiling the solvent in order to isolate the pure compound while chromatography separates compounds based on their varying affinities for a stationary phase or a mobile phase. These processes are again extremely resource and energy-intensive and can be substituted by SepPure’s pressure-driven RE(SOLV) technique.
Similar advantages are to be gained in the semiconductor industry as an alternative to methods such as distillation, evaporation and chromatography. This industry also relies on significant solvents for etching and cleaning purposes, most of which are usually disposed of after a single use.
Oil Refining
Even in the initial process for the refining of crude oil, SepPure’s OSN can yield significant advantages. Refining crude oil involves fractional distillation in which the oil is first heated and then separated into different chemical fractions depending on their boiling points. The fractions are then condensed at different heights along the column and are collected for further processing.
SepPure’s membrane technology can achieve precise separation using much less power here too.
The U.S. Department of Energy estimates that such clean technologies could save 100 million tons of CO2 and $4 billion in energy costs annually. Each SepPure system can recycle 8,000 tons of solvents annually, with estimated savings of around $4 million per year.
Adrian Wilson is an international correspondent with International Filtration News. He is a leading journalist in the area of fiber, nonwovens and technical textiles. He can be reached at adawilson@gmail.com.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}